





Clasificador óptico capacitivo
1. Clasificación de alta precisión: un clasificador óptico capacitivo cuenta con tecnología óptica avanzada y sensores capacitivos, lo que permite la identificación precisa incluso de objetos pequeños durante el proceso de clasificación.
2. Capacidad de clasificación en tiempo real: ofrece una respuesta rápida y velocidad de clasificación, lo que permite una separación eficiente de grandes cantidades de materiales en tiempo real, mejorando la productividad.
3. Ambientalmente robusto: el sistema es altamente adaptable y funciona de manera confiable en diversos entornos industriales a pesar de factores externos como el polvo o la contaminación, lo que garantiza un rendimiento constante.
4. Alta automatización: Equipado con un sistema de control de automatización integrado, el clasificador óptico capacitivo automatiza el proceso de identificación y separación de materiales, reduciendo el trabajo manual y agilizando los flujos de trabajo de producción.
- Unitecho
- Porcelana
- 15 días
- 1500
- información
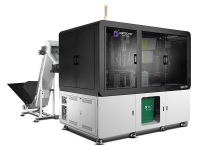
Descripción del clasificador óptico capacitivo
El clasificador óptico capacitivo es una solución de última generación impulsada por la tecnología diseñada para revolucionar la manipulación de materiales. Su característica principal reside en su avanzado sistema de detección capacitiva y de imágenes ópticas, que combina una sensibilidad excepcional con una precisión excepcional. Este clasificador puede detectar y clasificar objetos con una precisión increíble, independientemente de su tamaño o forma, lo que lo hace ideal para una amplia gama de industrias.

El clasificador, que funciona a velocidades ultrarrápidas, maneja grandes volúmenes de materiales en tiempo real, lo que mejora la eficiencia y la productividad en los procesos de fabricación. Se integra perfectamente en diversos entornos industriales y ofrece solidez frente a factores externos como el polvo y los residuos, lo que garantiza un rendimiento constante día tras día.

La clave de su capacidad de automatización es su sistema de control inteligente, que se encarga de toda la secuencia de clasificación, desde la detección hasta la separación. Al minimizar la intervención humana, reduce los requisitos de mano de obra y agiliza los flujos operativos, lo que se traduce en un importante ahorro de costes y una mejora del rendimiento general.

El clasificador óptico capacitivo no es solo una herramienta de clasificación; es una solución inteligente, confiable y eficiente que mejora la eficiencia y la sostenibilidad de las operaciones de fabricación modernas.



